

Nedre utloppsventiler är flödeskontrollanordningar installerade vid den lägsta punkten av ett kärl, en tank eller en tratt för att möjliggöra kontrollerad utsläpp av fasta ämnen, slam eller vätskor genom tyngdkraften. De är en kritisk komponent i industrier som sträcker sig från livsmedelsförädling och läkemedel till kemisk tillverkning och rening av avloppsvatten, där fullständig, restfri tömning av en behållare är väsentlig för både effektivitet och hygien.
Till skillnad från sido- eller toppmonterade ventiler drar bottenutloppsventiler full nytta av gravitationen, vilket minskar energin som behövs för att tömma ett kärl och minimerar döda zoner där material kan ansamlas, brytas ned eller kontaminera efterföljande partier. Att välja fel typ – eller en ventil av dålig storlek – kan leda till blockeringar, kontaminering, produktförlust eller kostsamma stillestånd.
Hur bottenutloppsventiler fungerar
Funktionsprincipen är okomplicerad: ventilhuset monteras i plan med eller direkt under tankens utlopp. När det öppnas strömmar innehållet nedåt under tyngdkraften genom ventilhålet och in i nedströmsprocessen - en transportör, förpackningslinje, blandare eller avlopp. Den viktigaste tekniska utmaningen är att se till att ventilen öppnar och stänger på ett tillförlitligt sätt utan att tillåta överbryggning, läckage eller kontaminering.
De flesta konstruktioner använder en av tre aktiveringsmetoder:
- Manual: Ett handratt eller spak som manövreras av en operatör — vanligt i lågcykelapplikationer.
- Pneumatisk: Tryckluft aktiverar öppning/stängning — används ofta i automatiserade produktionslinjer där cykeltiderna kan vara under 1 sekund.
- Elektrisk/motoriserad: Används där exakt positionering eller integration med PLC-styrsystem krävs.
Vanliga typer av bottenutloppsventiler
Flera distinkta ventilkonstruktioner används för bottentömning, var och en lämpad för specifika material och processförhållanden.
Knivportventiler
Ett plant blad glider över flödesbanan för att skära igenom trögflytande slam, fibermaterial eller fasta ämnen. Knivspjällsventiler är populära inom avloppsvattenrening och gruvdrift, där slipande eller trådiga media skulle skada en konventionell spjällventil. De erbjuder en helhålsöppning med minimal flödesbegränsning , men är i allmänhet inte lämpliga för fingasning.
Fjärilsventiler
En skiva roterar 90° inuti ventilhuset. Kompakta och lätta, fjärilsventiler är ett kostnadseffektivt alternativ för bottenutlopp med stor diameter som hanterar vätskor eller lätta pulver. Deras begränsning är att skivan förblir i flödesbanan även när den är helt öppen, vilket skapar en potentiell retentionszon för klibbiga eller hygroskopiska material.
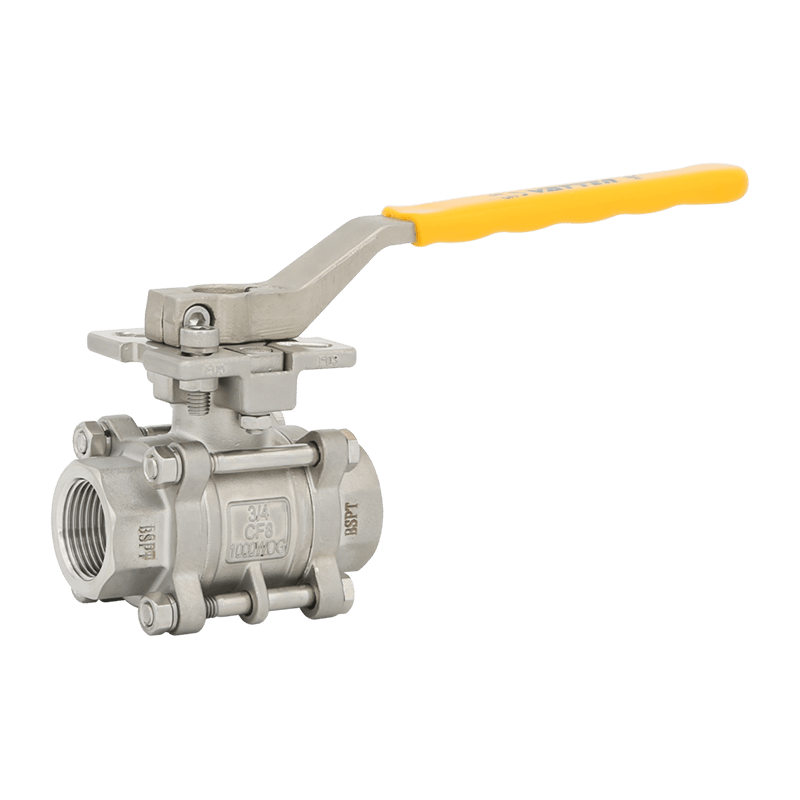
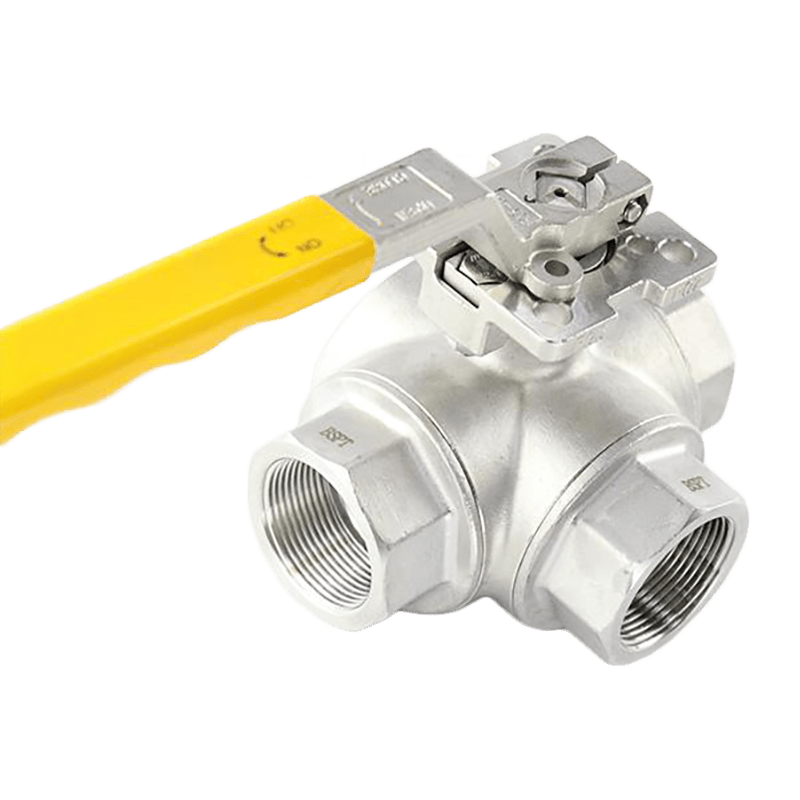
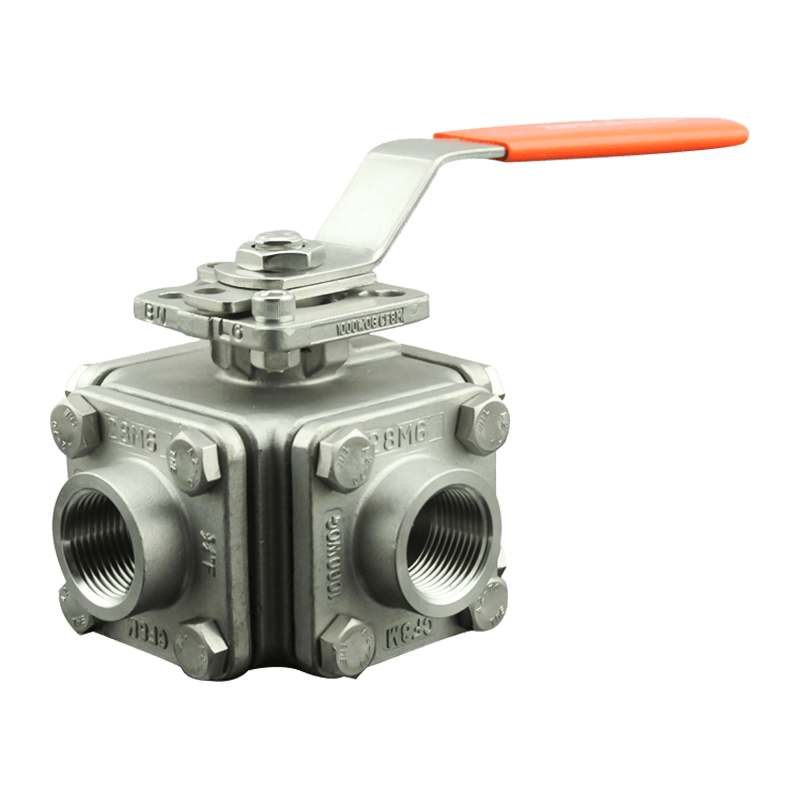
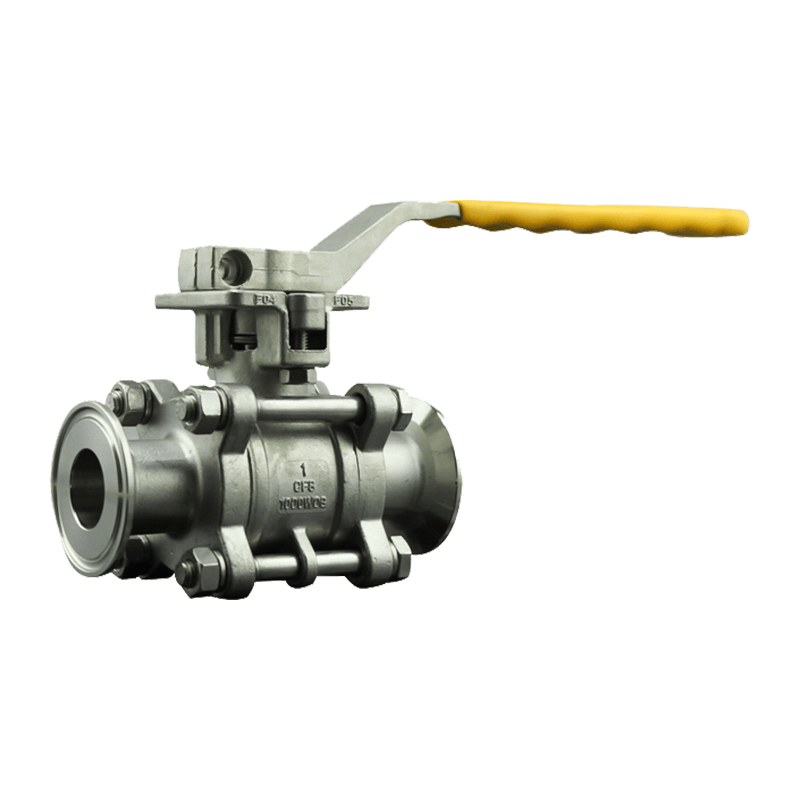
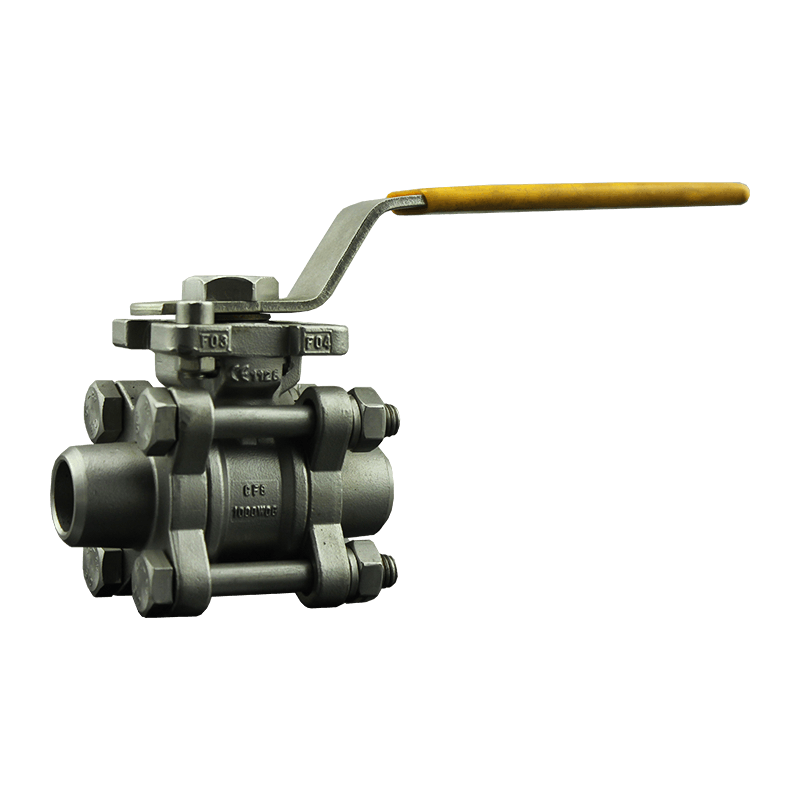
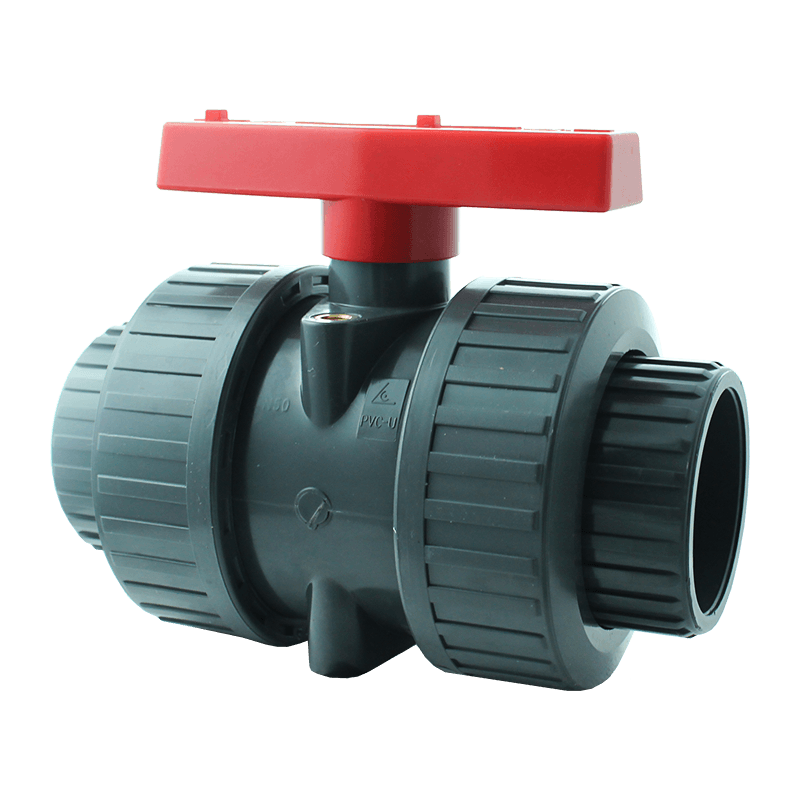
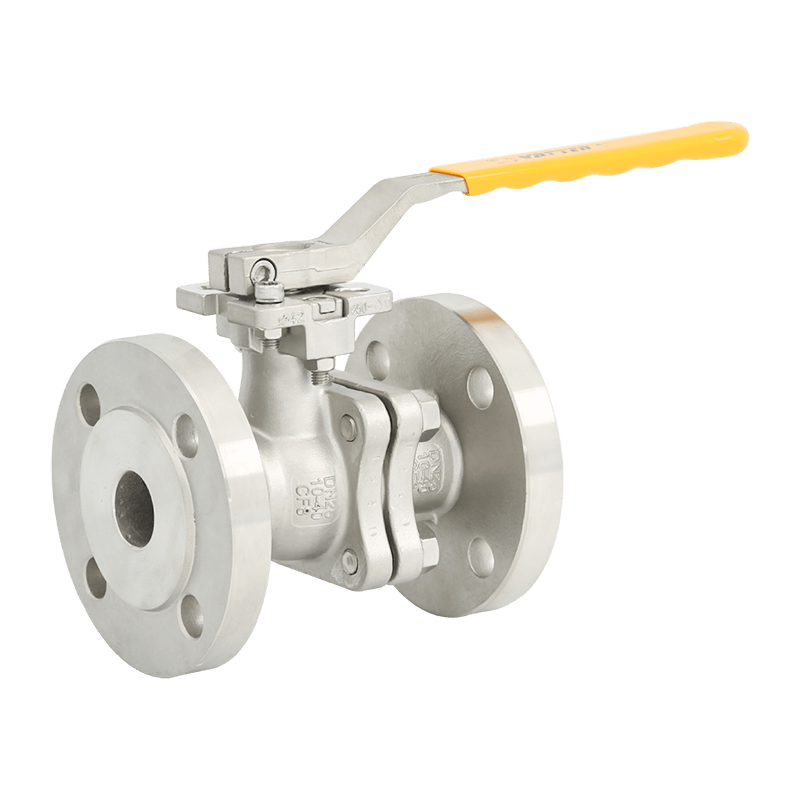
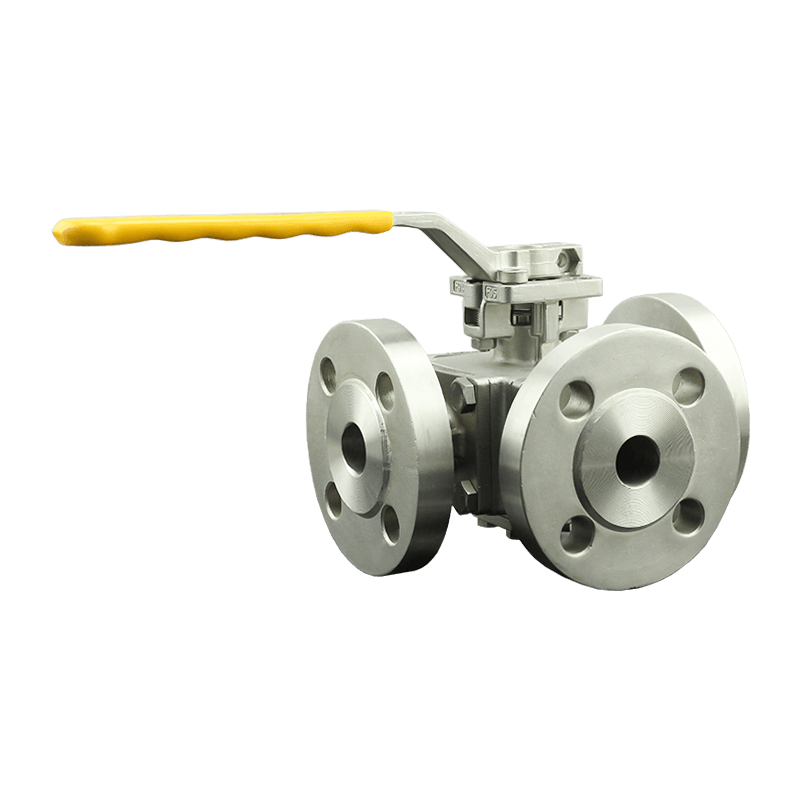
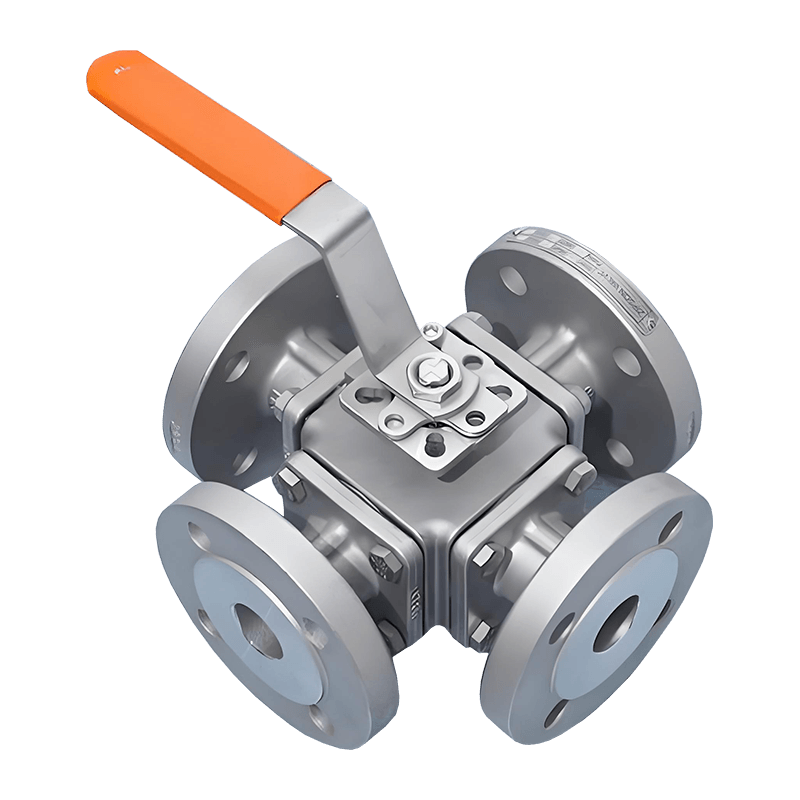
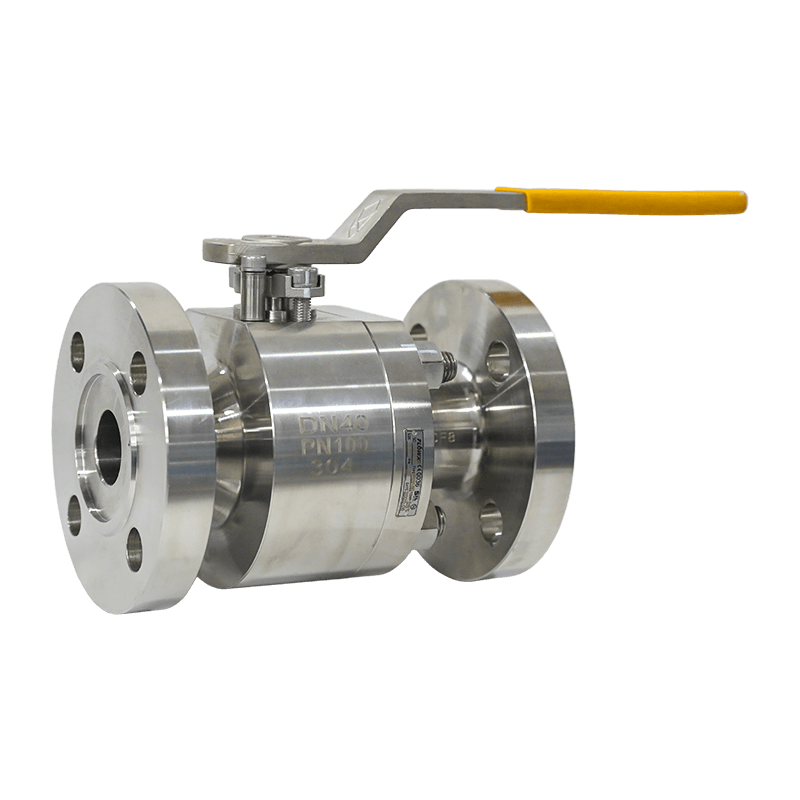
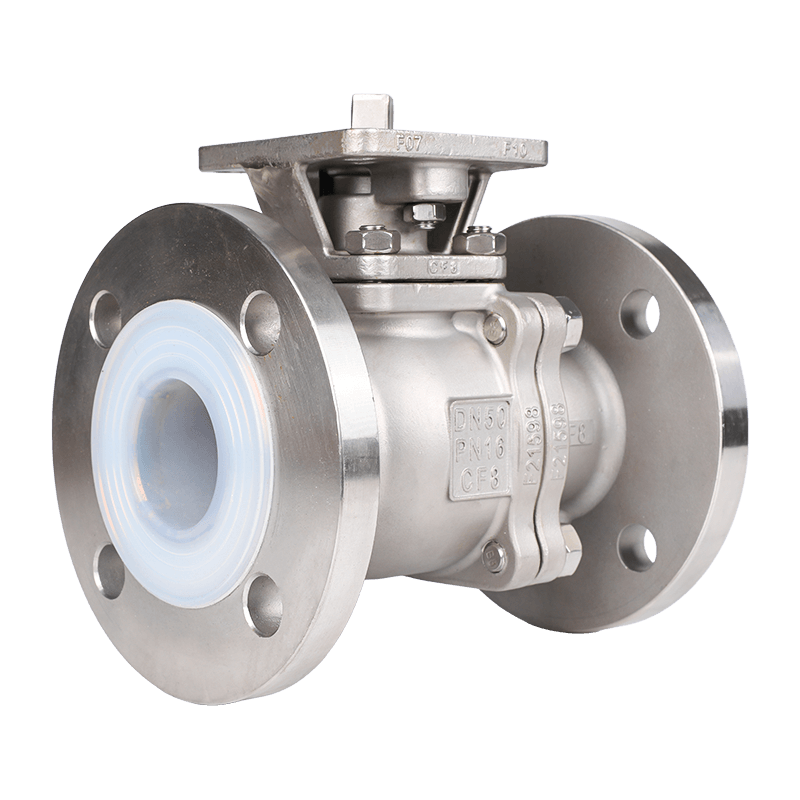
Kulventiler
En borrad kula roterar för att rikta in eller blockera flödesbanan. Kulventiler med full öppning är brett specificerade i läkemedels- och livsmedelsapplikationer eftersom de ger en jämn, jämn inre borrning utan sprickor. Sanitära bottenkulventiler certifierade till 3-A eller EHEDG standarder kan rengöras på plats (CIP), vilket gör dem till ett föredraget val för hygieniska processer.
Kupolventiler (Kupol Disc Valves)
En halvsfärisk skiva tätar mot en uppblåsbar packning. När skivan dras in är hela hålet helt klart — och uppnår en 100 % öppen yta utan inre hinder. Kupolventiler är det föredragna valet för hantering av ömtåliga granuler, farmaceutiska pulver eller slipande bulkmaterial där produktnedbrytning eller ventilslitage är ett problem. De används rutinmässigt i pneumatiska transportsystem vid tryck upp till 6 bar.
Slide Plate (Skjutport) Ventiler
En platt platta glider horisontellt för att öppna eller stänga utloppsöppningen. Enkla i konstruktionen, skjutspjällsventiler är ekonomiska och lätta att underhålla, vilket gör dem till ett vanligt val för spannmålslagringssilor, cementmagasin och ballasthantering där snäva avstängningstoleranser är mindre kritiska.
Klämventiler
En flexibel gummihylsa komprimeras utvändigt för att stänga av flödet. Eftersom mediet endast kommer i kontakt med den elastomeriska hylsan - aldrig några metalldelar - är klämventiler idealiska för slipande slam, frätande kemikalier eller applikationer som kräver noll metallförorening . Hylsbyte är den primära underhållsuppgiften, som vanligtvis kan utföras på under 15 minuter utan specialverktyg.
Typjämförelse i ett ögonkast
| Typ av ventil | Bästa media | Full Bore | Hygienisk design | Tryckområde | Relativ kostnad |
|---|---|---|---|---|---|
| Knivport | Uppslamningar, fibrösa fasta ämnen | Ja | Låg | Låg–Medium | Låg |
| Fjäril | Vätskor, lätta pulver | Nej | Medium | Låg–Medium | Låg |
| Boll | Vätskor, fina pulver | Ja | Hög | Medium–Hög | Medium |
| Dome | Bräckliga/nötande bulkmaterial | Ja (100%) | Hög | Hög (up to 6 bar) | Hög |
| Slide Gate | Torra fasta ämnen, spannmål | Ja | Låg | Låg | Låg |
| Nyp | Slipande/frätande slam | Ja | Medium | Låg–Medium | Låg–Medium |
Nyckelindustrier och applikationer
Bottentömningsventiler förekommer i nästan alla processindustrier. Några representativa applikationer illustrerar deras utbud:
- Mat och dryck: Sanitära kupol- eller kulventiler släpper ut socker, mjöl, kaffe eller mejeripulver från lagringssilor direkt till vägnings- eller blandningssystem, med CIP-kompatibilitet som eliminerar manuell rengöringsstopp.
- Läkemedel: Kupolventiler med hög inneslutning med delad fjäril eller aktiv delad ventil (ASV) tillåter dammfri, operatörssäker urladdning av potenta aktiva farmaceutiska ingredienser (API) — kritiska för hantering av föreningar med yrkesexponeringsgränser under 1 µg/m³.
- Kemisk bearbetning: Kniv- eller klämventiler hanterar korrosiva slam, pigmentdispersioner eller polymerpärlor där metallförorening eller korrosion är ett problem.
- Rening av avloppsvatten: Storborrade knivspjällsventiler (DN 150–DN 1200) kontrollerar utsläpp från sedimenteringstankar, kokkärl och slambehållare under kontinuerlig eller intermittent drift.
- Cement och ballast: Kraftiga skjutspjällsventiler med slitstarka foder hanterar utsläppet av abrasiva material från lagringssilor och klarar rutinmässigt materialbelastningar som överstiger 50 ton.
- Plast och polymerer: Kupolventiler används vid basen av torktumlare och blandare för att tömma pellets eller mala om utan nedbrytning eller generering av fina partiklar.
Hur man väljer rätt bottenutloppsventil
Att välja rätt ventil kräver utvärdering av flera inbördes beroende parametrar. Att arbeta igenom varje i sekvens minskar risken för felspecifikationer.
Medieegenskaper
Den enskilt viktigaste faktorn är vad ventilen kommer att hantera. Nyckelegenskaper inkluderar partikelstorlek och form, skrymdensitet, nötningsförmåga, fukthalt och om materialet är frätande, giftigt eller brandfarligt. Till exempel pekar ett material med en partikelstorlek över 5 mm och måttlig nötningsförmåga mot en knivspjäll eller kupolventil snarare än en kulventil, där fasta partiklar kan fastna i sätesområdet.
Driftstryck och temperatur
De flesta tillämpningar för gravitationsurladdning arbetar vid eller nära atmosfärstryck, men pneumatiska transportsystem kan utsätta ett mottryck på 1–6 bar. Verifiera det maximala differenstrycket som ventilen måste täta mot ; kupolventiler med uppblåsbara säte och robusta kulventiler är i allmänhet de föredragna valen vid högre tryck.
Hygien och inneslutningskrav
Livsmedels-, dryckes- och läkemedelstillämpningar kräver vanligtvis ventiler med släta, sprickfria inre ytor, överensstämmelse med FDA 21 CFR eller EC 1935/2004 bestämmelser om material i kontakt med livsmedel och CIP/SIP-kapacitet. Mycket potenta föreningar kräver konstruktioner med stängd överföring eller delad ventil för att skydda operatörer och förhindra korskontaminering mellan batcher.
Cykelfrekvens och aktivering
En ventil som cyklar 200 gånger i timmen i en automatiserad förpackningslinje har mycket andra slitagekrav än en som öppnas två gånger dagligen för en manuell batchtömning. För högcykelapplikationer, välj pneumatiskt manövrerade ventiler klassade för minst 1 miljon cykler innan tätningsbyte behövs, och specificera karosskonstruktionen i rostfritt stål för att motstå korrosion från frekvent CIP-tvätt.
Storlek och flödeshastighet
Ventilhålets diameter måste matcha den erforderliga utmatningshastigheten. Som en grov vägledning kan en 100 mm (DN 100) helhålsventil som släpper ut fritt strömmande pulver passera cirka 5–15 m³/timme beroende på skrymdensitet och tryckhöjd. Överdimensionering av en ventil minskar kontrollprecisionen; underdimensionering riskerar blockeringar och förlängda urladdningstider.
Installation bästa praxis
Även en korrekt specificerad ventil kommer att underprestera om den installeras felaktigt. Följande metoder hjälper till att säkerställa tillförlitlig drift under lång tid:
- Montera i plan med kärlets utlopp. Varje mellanrum eller steg mellan kärlkönen och ventilinloppet skapar en avsats där material bryggar eller ackumuleras. Använd adapterflänsar bearbetade för att matcha den exakta kärlets utloppsgeometri.
- Stöd ventilen oberoende av kärlet. Ventilen bör bära sin egen vikt och vikten av eventuellt nedströms rörsystem; låt inte utloppsröret belasta kärlets böjningsbelastningar.
- Tillåt termisk expansion. I applikationer med hög temperatur - torkar som arbetar vid 150 °C eller högre - använd flexibla expansionsfogar mellan ventilen och nedströms transportutrustning.
- Rikta ställdonen korrekt. Pneumatiska cylindrar bör monteras så att kondenserad fukt rinner bort från ställdonet, och magnetventiler bör placeras för enkel åtkomst under underhåll.
- Kommission med själva processmaterialet. Flödestester med luft eller vatten förutsäger inte tillförlitligt beteende med fasta ämnen. Utför alltid en provurladdning med det faktiska materialet vid nominell genomströmning innan du signerar installationen.
Underhåll och felsökning
De vanligaste problemen med bottenutloppsventiler - och deras grundorsaker - är förutsägbara och kan förebyggas med en strukturerad underhållsplan.
Läckage förbi den stängda ventilen
Orsakas vanligtvis av slitna eller skadade tätningar, fasta partiklar som förhindrar fullständig stängning eller otillräcklig manöverkraft. För kupolventiler med uppblåsbar tätning, kontrollera uppblåsningstrycket – de flesta konstruktioner kräver 2–3 bar för att uppnå nominell avstängning. För kulventiler, inspektera sätesinsatserna för skåror orsakade av slipande partiklar som passerar igenom.
Ventilen kan inte öppnas helt
Komprimerat eller sammanbakat material ovanför ventilen kan förhindra att skivan eller bladet dras in helt. Detta är vanligare efter längre avstängningsperioder. Att installera vibrationsdynor eller luftkanoner på kärlets kon, inställda på att aktiveras 5–10 sekunder innan ventilen öppnas, kan bryta upp materialbryggor innan tömningen börjar.
För tidigt slitage
Slipmedel som kommer i kontakt med metallsäten eller -blad påskyndar slitaget dramatiskt. Om tätnings- eller säteslivslängden är kortare än förväntat, utvärdera om en hårdare ytbehandling (t.ex. volframkarbidbeläggning, hårdhet HRC 60–65) eller en förändring av ventiltyp – som att byta från en knivport till en kupolventil med en elastomer uppblåsbar tätning – skulle förlänga livslängden.
Rekommenderat underhållsschema
- Varje vecka: Inspektera ställdonet för luftläckor, kontrollera positionsåterkopplingssensorer, visuell kontroll av produktläckage runt ventilhuset.
- Månatlig: Smörj spindel-/axellager (om icke-CIP-typ), verifiera ställdonets rörelse och ändstoppsinställningar, rengör eventuell produktansamling från externa ventilytor.
- Årligen: Fullständig demonteringsinspektion av tätningar, säten och invändiga ytor; byt ut slitna elastomerer; trycktesta den stängda ventilen till det nominella differenstrycket.
Material och tätningsalternativ
Ventilhus är oftast tillverkade av 316L rostfritt stål för hygienisk eller lätt frätande service, eller kolstål med skyddande beläggning för allmän industriell användning. För mycket korrosiva media finns duplex rostfritt (t.ex. 2205) eller Hastelloy C-276 karossmaterial tillgängliga från specialiserade tillverkare.
Tätnings- och sätesmaterial bör anpassas till både processmediet och rengöringsregimen. Vanliga val inkluderar:
- EPDM: Bra motståndskraft mot ånga, vatten och de flesta rengöringsmedel av livsmedelskvalitet; temperaturområde –40 °C till 150 °C.
- PTFE/UHMWPE: Kemiskt inert, låg friktion — idealisk för farmaceutiska och frätande kemiska tjänster.
- NBR (Nitril): Kostnadseffektivt alternativ för oljor, fetter och kolväten, men inte lämpligt för ånga eller aromatiska lösningsmedel.
- Silikon: FDA-kompatibel, utmärkt för livsmedelsklassade applikationer och högtemperaturservice upp till 200 °C.
Slutsats
Bottentömningsventiler är inte en handelsvara – rätt val kan mätbart förbättra genomströmningen, minska produktavfallet och förlänga utrustningens livslängd, medan ett dåligt val riskerar kontaminering, oplanerade stopp eller allvarliga säkerhetsincidenter. Definiera dina mediaegenskaper och processkrav först och matcha sedan ventiltypen till dessa begränsningar snarare än att förinställa sig på det billigaste alternativet. För kritiska tillämpningar inom läkemedel, livsmedel eller högtryckstransport, investera i en kupol eller sanitetskulventil med verifierade överensstämmelsecertifieringar. För allmän industriell hantering av fasta ämnen, kommer en väl specificerad knivsluss eller skjutspjällsventil att leverera tillförlitlig service till en bråkdel av kostnaden. I alla fall är ett strukturerat underhållsprogram det mest kostnadseffektiva sättet att skydda din investering.