

Det grundläggande syftet med en bottenutloppsventil är att uppnå fullständig dränering och dödutrymmesfri avstängning vid den lägsta punkten på ett fartyg. I applikationer som sträcker sig från sterila bioreaktorer till kristallisationstankar, leder oförmågan att dränera produkten helt till korskontaminering, mikrobiell tillväxt och betydande avkastningsförlust. Valet av ventildesign – oavsett om det är en stigande kolv, en kulventil med spolbotten eller en kolvmanövrerad skiva – dikterar direkt renheten och återvinningsbarheten för en batchprocess.
Ventildesign och flödesgeometri
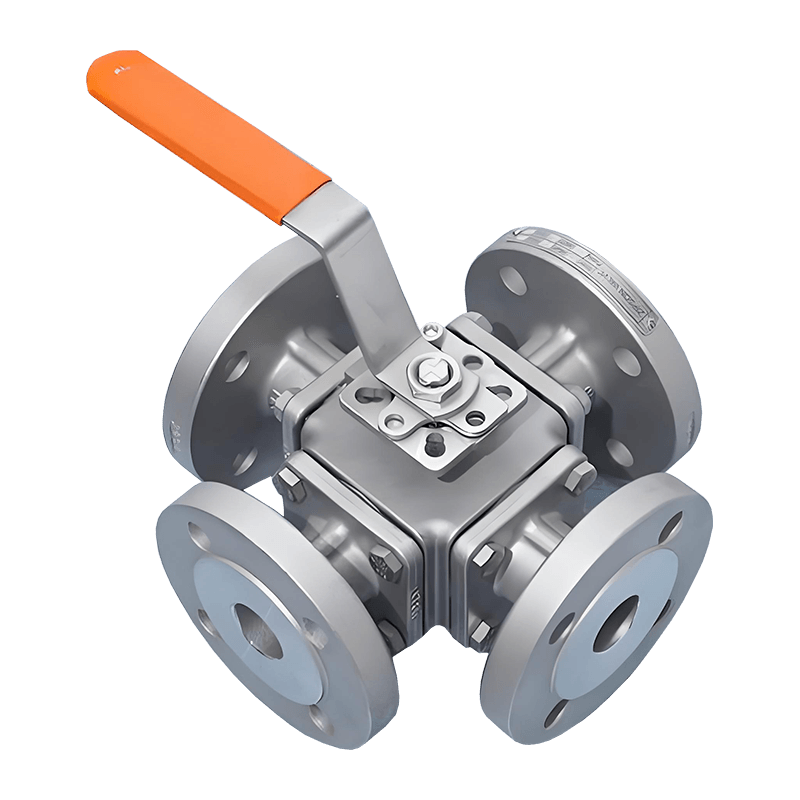
Skillnaden mellan en standard klotventil och en specialiserad bottentömningsenhet ligger i den inre konturen. För att en ventil ska fungera effektivt i en dräneringsapplikation måste tätningsytan vara i jämnhöjd med kärlets insida när den är stängd. Stigande kolv- eller kolvventiler trycker in en plugg i tankmunstycket, vilket fysiskt sprutar ut fasta ämnen som kan överbrygga eller blockera porten. Däremot har kulventiler med sänkt botten en bearbetad hålighet som, när den är stängd, ger en slät yta till kärlets inre, vilket förhindrar fasta partiklar från att packas in i sätet. Data från kristallisationsprocesser visar att en standard försänkt ventil kan fånga upp till 15 % av satsvolymen i döda zoner, medan en infälld design vanligtvis reducerar kvarhållen volym till mindre än 0,5 %.
Tätningsteknik och materialvetenskap
Tätningsintegriteten hos en bottenutloppsventil testas inte bara av tryckskillnader utan genom ackumulering av slipande kristaller eller klibbiga polymerer vid stängningspunkten. Två primära tätningsstrategier dominerar området: metall-till-metall tätningar för extrema temperaturer och polymerläpptätningar för aseptisk repeterbarhet.
Metall-till-metall tätningar
I högtemperaturprocesser som överstiger 200°C bryts elaster snabbt ned. Stellit- eller volframkarbid-hårdbeläggning på både sätet och skivan ger en inslipad tätning som tolererar termisk cykling. Dessa härdade ytor uppnår ofta så låga läckage som ANSI klass V vilket gör dem lämpliga för värmeöverföringsvätskor och smälta salter. Det primära operativa kravet är ett specifikt manövermoment för att säkerställa att metallytorna kallt flyter in i varandra utan att skaka.
PTFE och PTFE kompositsäten
För kemisk korrosionsbeständighet under 180°C förblir modifierad PTFE industristandard. Men ren PTFE lider av kallflöde under kontinuerlig belastning. Tillverkare motverkar detta genom att använda förstärkt PTFE med en fyllmedelshalt på 15 % till 25 % glasfiber eller kol, vilket ökar tryckhållfastheten med ca. 30 % samtidigt som den något offras kemisk tröghet. Den senaste generationen av fjäderbelastade PTFE-sätesdesigner skapar en dynamisk tätning som automatiskt kompenserar för termisk sammandragning utan manuell justering.
Rengörings- och steriliseringskompatibilitet
Rengörbarhet är den primära värdedrivaren för nedre utloppsventiler inom livsvetenskap. Designen måste eliminera "brottsutrymmet" mellan kärlmunstycket och tätningselementet. Steam-in-place (SIP)-cykler kräver att ventilhuset tål upprepad exponering för 135°C mättad ånga utan kondensatsamling. En ventil som använder en bälgtätning istället för en standardspindelpackningsdesign kommer att förhindra extern förorening att tränga in och möjliggöra fullständig ångpenetrering runt spindeln. Valideringsstudier bekräftar att en bälgtätad, spolbottenventil kan uppnå en 6-log reduktion av Geobacillus stearothermophilus-sporer under en standard 30-minuters steriliseringscykel.
Ytfinishen på de fuktade delarna är en kritisk kontrollpunkt. Ett Ra-värde på 0,5 µm (20 mikrotum) eller bättre är standard för läkemedel av injicerbar kvalitet. Elektropolering förbättrar denna yta genom att ta bort mikroskopiska toppar där bakteriekolonier kan förankras, vilket förbättrar korrosionsbeständigheten och minskar produktens vidhäftning.
Aktivering och processkontroll
Den operativa kadensen för en bottentömningsventil innebär ofta ett "fel-stängt" säkerhetskrav. Pneumatiska fjäderåtergående ställdon är standardvalet för överföring av farliga vätskor. När kärlets övertryck uppstår måste förlusten av lufttryck omedelbart tvinga ventilpluggen till stängt läge mot flödesströmmen. Detta kräver beräkningar av ställdonets storlek som tar hänsyn till tankens statiska tryckhöjd plus en säkerhetsfaktor på 1,5 gånger det maximala differenstrycket .
Precisionsflödeskontroll direkt från reaktorns utlopp är allt vanligare. En linjär ventil med stigande kolv, i kombination med en digital lägesställare, gör att bottenventilen kan fungera som en doseringsanordning för viskösa hartser. Genom att profilera slagkonturen kan operatörer kontrollera skjuvhastigheten under tömning, vilket förhindrar gelnedbrytning som uppstår med på/av kulventiler.
Installationskriterier och munstycksteknik
Korrekt kärlintegrering kräver exakt matchningsbearbetning av dynans fläns. Den kritiska dimensionen är längden mellan kärlets innerdiameter och ventilens tätningsyta. Om denna hals är för kort kan termisk expansion av jackan skeva kroppen och orsaka permanent läckage. Om den är för lång skapar den ett statiskt produktstopp. En spolslipningstolerans av ±0,5 mm är verkställbar under fältsvetsning för att förhindra denna oöverensstämmelse. Mantlade bottenutloppsventiler är obligatoriska för processer som involverar svavel, beck eller polymerer som stelnar under 100°C, vilket säkerställer att produkten förblir rörlig tills den sista droppen lämnar munstycket.
| Typ av ventil | Optimal slurrytyp | Typisk maximal viskositet |
|---|---|---|
| Stigande ram / kolv | Slipande kristaller, fibrösa massor | 250 000 cP |
| Flush-Bottom Ball | Fritt rinnande vätskor, lätta slam | 15 000 cP |
| Skiva / membran | Sterila media, bioreaktorskörd | 10 000 cP |
Felsökning av gemensamma tätningsfel
Ihållande läckage i en nyligen servad bottenutloppsventil spårar vanligtvis tillbaka till tre grundläggande orsaker. För det första orsakar felinriktning mellan ställdonets ok och motorhuven sidobelastning på skaftet, vilket deformerar det mjuka sätet ojämnt. För det andra begränsar kristalliserad produkt som sitter fast i spindelbussningen stängningskraften. Ett fältreparationsprotokoll som använder spolning med heta lösningsmedel snarare än mekanisk bända kan rädda sätets integritet. För det tredje komprimerar ett felaktigt packboxmoment stammen, vilket förhindrar full tätningskontakt; ett mätklockatest på slaget bekräftar om kontakten fysiskt når helt stängt läge.
Livscykelkostnad
Att utvärdera en bottenutloppsventil enbart på kapitalköpeskillingen ignorerar den dominerande kostnaden för underhållsstopp. En kraftig smidd kropp med en förnybar sitsinsats, även om den vanligtvis kostar 30 % more initialt än en gjuten kropp i ett stycke, tillåter inline sätesbyte utan att skära av svetsfogen. Under en livslängd på fem år i en slipande titandioxidslam är den totala ägandekostnaden för den smidda konstruktionen vanligtvis 40% lägre på grund av underhållshastigheten. Den totala insvetsningsdesignen eliminerar flänspackningar, tar bort den vanligaste yttre läckpunkten och minskar riskerna för flyktiga utsläpp.